Pájení měděných trubek vlastním rukama
Měděné trubky jsou dnes často instalovány v topných sítích, stejně jako na dálnicích dodávky vody a plynu v obytných budovách. Kromě toho se tyto výrobky běžně používají v klimatizačních systémech a mrazících zařízeních různých typů.
Pro získání stálého potrubí byly vyvinuty speciální spájkovací techniky, které jsou realizovány zavedením speciálního roztaveného materiálu (pájky) do kontaktní zóny. V tomto případě je požadovaná kvalita spojení dosažena pouze v případě, kdy je teplota tání pájky nižší než teplota tavení spojovaných trubkových prvků.
Ihned si všimneme, že spárování měděných trubek s vlastními rukama bude vyžadovat, abyste byli obzvlášť opatrní a měli určitou přípravu.
Výhody pájených měděných konstrukcí
Rostoucí popularita systémů sestavených na základě měděných trubek je snadno vysvětlitelná přítomností takových atraktivních vlastností jako:
- spolehlivost, odolnost a pevnost;
- snadné zpracování zdrojového materiálu;
- schopnost pracovat při vysokých tlacích a teplotách.
Navíc díky použití těchto technologií je možné ušetřit na součástech (armatury, adaptéry apod.), Což významně snižuje celkové náklady na provedenou práci.
Pájecí metody a nástroje

Měděné trubky lze spárovat v jedné z následujících teplotních podmínek:
- Vysokoteplotní tvrdé pájení (teplota taveniny asi 600-900 stupňů) se používá pro potrubí, které pracují pod vysokým zatížením.
- Nízkoteplotní režim, obvykle používaný v každodenním životě (teplota v oblasti pájení až do 450 stupňů).
Pro získání spolehlivého spoje potrubí během procesu pájení musí být použit následující nástroj:
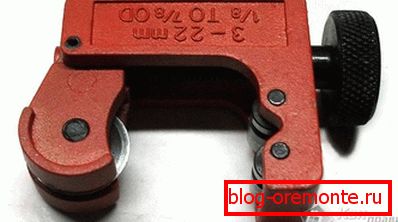
- Řezací trubka, se kterou můžete dosáhnout hladkého řezu (kolmo k ose potrubí).
- Speciální přípravek používaný pro zkosení a odhrotování.
- Rozšiřovač trubek, který umožňuje přípravu spoje pro pájení (hloubka, na kterou se potrubí zpracovává s pomocí, musí odpovídat průměru obrobku).
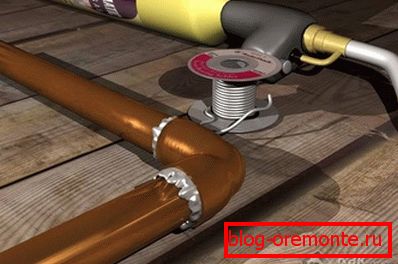
- Plynový acetylenový kyslíkový hořák používaný pro pájení měděných trubek.

Hloubka, při které je potrubí opracovávána s expandérem, by se měla rovnat průměru obrobku.

Kromě toho může být pro práci s pájkou s nízkou teplotou tání použita speciální tepelná sušička, která zajišťuje ohřev svaru na požadovanou teplotu.
Použití teplovzdušné pistole umožňuje snadné nastavení teploty ve svarové zóně a udržení požadované teploty. Pomocí výměnných trysek dodaných se zařízením můžete směrovat proud ohřátého vzduchu do požadovaného bodu.
Materiály používané při pájení

Než spojíte měděné trubky, měli byste být obeznámeni s materiály, které působí jako pájky, které jsou podle své refraktornosti rozděleny na tvrdé a měkké.
Soda

Spárovky se zvýšenou refraktorností se zpravidla vyrábějí ve formě prutů určitého profilu. Použití páječek tohoto typu je možné při zahřívání pájecí zóny na 900 stupňů, což umožňuje získat velmi spolehlivé spojení. Spárovky této třídy se často používají při instalaci přívodů vody a plynu, jakož i při opravách mrazicích zařízení a klimatizačních systémů.
Nejznámějšími představiteli takových pájadel jsou samozápalné směsi mědi a fosforu s různými přísadami (Cu94P6 a Cu92P6 Ag2). Malé přísady (asi 6%) fosforu nebo stříbra mohou snížit teplotu tavení pájky na 750 stupňů. Koeficient roztažnosti tohoto materiálu se shoduje se stejným ukazatelem mědi, který přispívá k vytvoření silného a spolehlivého spojení.
Takzvané "měkké" pájky se vyrábějí ve formě tenkého tenkého drátu a používají se k nízkoteplotnímu pájení měděných trubek vyráběných doma. Tyto pájky se vyrábějí zpravidla na bázi takových známých materiálů jako cín, olovo (nebo jejich slitiny).
Tavidla

Pro usnadnění pájení měděných trubek se používají speciální kapalné nebo pastovité směsi (tavidla), jejichž správná volba určuje úspěch události jako celku.
Tyto sloučeniny jsou také rozděleny na nízkoteplotní (až 450 stupňů) a vysokou teplotu, používané při teplotách nad 450 stupňů.
Přispívají k:
- čištění pájecího bodu z oxidů;
- jeho ochrana před kyslíkem ve vnějším ovzduší;
- vytvoření podmínek pro plynulé rozložení pájecí kompozice;
- zlepšit přilnavost kovu k pájce.

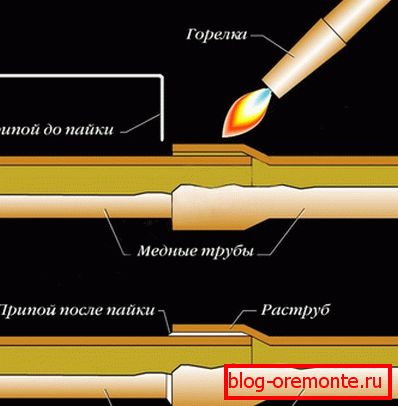
Během spájkování je nutné pečlivě zajistit, aby pájka ohřátá na požadovanou teplotu byla rovnoměrně rozprostřena nad povrchy spojených obrobků, čímž vznikl spolehlivý spoj. Po konečném ochlazení místa pájení odstraňte veškerý přebytečný tok.