Jak svařovat elektrické svařování stropních svarů
Použití svařovacích spojů v sestavě kovových konstrukcí je považováno za nejjednodušší a nejspolehlivější způsob jejich instalace nejen v průmyslu, ale i v každodenním životě. Je zřejmé, že pro zvládnutí technik elektrického svařování bude soukromý obchodník nejen potřebovat dokončit speciální vzdělávací kurz, ale také získat určité praktické dovednosti.
Pro ty, kteří jsou alespoň částečně ve vlastnictví těchto metod svařování, nabízíme úvodní článek věnovaný zvláštnosti formování společného stropu, jehož příprava vyžaduje umělce zvláštní pozornost a péči. Vskutku, svár, například na strop garáže, ve spodní části vozu, nebo kdekoliv jinde, připravit sloučenina je přímo nad hlavou svářeče, což vysvětluje požadavek na speciální péče pro provedení všech pracovních operací. V důsledku toho, před vařením stropní švu elektricky svařovaného žádoucí pochopit podrobnosti operací pro jeho vytvoření v určitých podmínkách.
Vlastnosti vytváření švů
Složitost přípravy stropních spár je vysvětlena skutečností, že při svařování může roztavený kov vlivem své vlastní hmotnosti klesat dolů a to vytváří určitou hrozbu pro dodavatele (obzvláště se spálí otevřené části těla). Z tohoto důvodu zkušení odborníci v takových situacích používají speciální metody svařování, které zajišťují dodržování bezpečnostních požadavků.
Chcete-li pochopit všechny jemnosti postupů při přípravě stropních spojů, je třeba nejprve seznámit se základními požadavky na techniku provádění práce této třídy. V procesu svařování musí být splněny následující závazné podmínky:
- svařování lze provádět pouze ručně;
- pro tvorbu sloučeniny se používají tzv. povlečené elektrody;
- svařování by mělo být prováděno v režimu "krátkého oblouku" pomocí elektrod nepřesahujících 4 mm O;
- při přípravě švu, aby se zabránilo šíření kovu, by měla být elektroda uložena mírně;
- šířka švu, která se připravuje, nesmí překročit dvojnásobek tloušťky elektrody;
- aby se zabránilo tvorbě plynů, které snižují kvalitu švu, musí být použité elektrody zcela suché;
- Svařování by se mělo provádět ve směru "self", což umožňuje vybrat optimální tempo postupu a sledovat kvalitu výsledného svaru;
- aby se dosáhlo pevného a spolehlivého spoje, okraje povrchů, které mají být svařeny, nebo obrobky, jsou před zahájením práce pečlivě vyčištěny a na konci práce je nutně odstraněn zbytky svařování.
Při práci s polotovary o větší tloušťce (asi 1 cm nebo více) je třeba provádět svařování v několika průchodech. Při prvním průchodu je použita elektroda o průměru nejvýše 3 mm; všechny následující operace se provádějí elektrodou Ø 4 mm.

Zvláště bychom rádi upozornili na skutečnost, že stropní spáry jsou nejen horizontální, ale mohou mít také určitý sklon, který se pohybuje od 10 do 80 stupňů (tzv. Polostanový kloub). V tomto případě lze manuální i automatické svařování pomocí stejných pokrytých elektrod použít k vytvoření šikmého svaru.
Příprava kloubů

Než utěsníte stropní spoje pomocí elektrického svařování, musíte mít alespoň nějakou představu o typech svařovaných spár, které se liší způsobem, jakým jsou vytvořeny. Vzhledem k tomu, že objem článku nám neumožňuje vyšetřit každý z těchto typů, omezíme se na nejjednodušší z nich, jmenovitě tzv. Tupý kloub.
Specifikované spojení je svázáno zpravidla v několika průchodech, které jsou implementovány v následujícím pořadí:
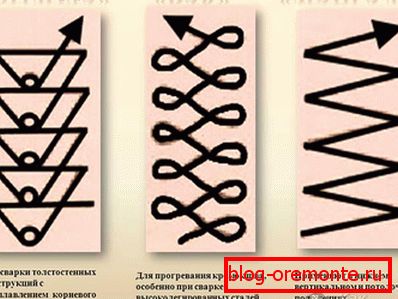
- Nejprve se vytvoří takzvaný kořenový válec nebo kořenový kořen. Při stropním svařování se provádí pomocí elektrody O 3 mm, která se vede podél švu známým způsobem, nazvaným "žebřík". Hodnota součtu proudů na svařovacím stroji je zvolena v rozmezí mezi minimálními a průměrnými hodnotami (mluvíme o hodnotách stanovených v technických charakteristikách samotné jednotky).
- Druhý a třetí průchod se provádí elektrodami O 3 O 4 mm. Proud je vybrán současně jako průměr nebo blíže k maximu. Aby se zabránilo vytváření "svršku", svařování se provádí se zpožděním na okrajích válečku s průchodem podél okraje obrobku a dalším přechodem na další hranu způsobem "žebříku".
- Všechny následující vrstvy válce jsou vytvořeny ve formě povrchových úprav (bez jakýchkoliv odchylek od svařovací linky).
- Obličejová vrstva vytvořeného stropního spoje by měla vypadat tak, aby šířka neplněné drážky nepřekročila 0,5-2 mm. Pokud je to nutné, tato vrstva může být také provedena v několika průchodech.
V případě všech výše uvedených požadavků získáte vysoce kvalitní a spolehlivé spojení. Podrobněji je jeho pořadí možné studovat na videu připojeném k materiálům tohoto článku.
Bezpečnost při svařování

Požadavky na bezpečnost svařovacích operací při návrhu stropního švu jsou následující:
- Veškeré práce musí být prováděny v dobře vysušeném prostoru, jehož vlhkost by neměla překročit hodnotu stanovenou v předpisech.
- Ve volných prostorech není dovoleno svařování během sněžení nebo bouřky.
- Sváření by mělo být prováděno pouze v oděvu určeném pro tento účel se speciální ochrannou vrstvou a maskou.
- Během práce musí být nepoužívané zařízení odpojeno od sítě.
- Pro svařování by se měly používat pouze dobře izolované vodiče.
Video
Toto video zobrazuje proces svařování stropního švu. Přestože komentáře jsou v angličtině, na obrazovce se nepotřebuje další vysvětlení: